Blog Post
Vlaminslag en vlamterugslag bij autogeen lassen
Autogeen lassen is al eeuwen oud. Voordat de elektrische lasprocessen zijn intrede deed in Nederland, werd er al gebruik gemaakt van het autogeen lassen. Voor veel toepassingen zijn de elektrische lasprocessen ter vervanging gekomen, maar autogeen lassen komt nog steeds veel voor. Dit proces verdient wel vaardigheid. Regelmatig zien wij autogeensets terugkomen met vlaminslag of vlamterugslag. Naast het feit dat hierdoor gevaarlijke situaties ontstaan, zijn de reparatiekosten vaak ook hoog. Er zijn een aantal manieren om dit te voorkomen. Daarvoor dien je het proces wel te kennen. Laten we daar mee beginnen.
Wat is autogeen lassen
 een.
een.De vlam kan op 3 mogelijke manieren geregeld zijn:
- Carburerende lasvlam: Bij deze vlam wordt er te veel acetyleen toegevoegd, in verhouding tot de zuurstof. De vlam heeft geen scherpe kegel maar een lange gele pluim.
- Neutrale lasvlam: Dit is de juiste lasvlam. De kegel van de vlam is zo groot mogelijk geregeld, maar zonder dat er een pluim ontstaat. De kegel heeft vooraan een afgeronde punt. Bij deze vlam wordt alle aanwezige zuurstof aan het acetyleen gebonden, zodat automatisch geen zuurstof overblijft om het werkstuk te kunnen verbranden. Zo heeft het gas meteen de functie van beschermgas.
- Oxiderende lasvlam: Bij deze vlam is er te weinig acetyleen geregeld. Er ontstaat een te kleine kegel met een scherpe punt. Door de overmaat aan zuurstof die in de lasvlam aanwezig is verbrandt het smeltbad tijdens het lassen. Dit kan ook opzettelijk gebruikt worden om het werkstuk te verbranden. Dit is de werking van een snijbrander.
Er zijn twee technieken voor het maken van een lasverbinding, de stekende en slepende methode. Tot 4 mm materiaaldikte is de stekende methode gebruikelijk, en bij een dikte van het materiaal > 6 mm wordt de slepende methode gebruikt. Bij rechtshandige mensen wordt hier ook wel gesproken over resp. ‘naar links’ en ‘naar rechts’ lassen, maar bij linkshandige mensen is dit natuurlijk precies andersom.
Gevaren van autogeen lassen – vlaminslag en vlamterugslag
- Bij vlaminslag brandt het gasmengsel in de brander.
- Bij vlamterugslag slaat de vlam terug achter de brander in de gastoevoerslang.
Terugslag is het terugstromen van het brandbare gasmengsel in de brander. Dit kan verschillende oorzaken hebben maar over het algemeen vindt een terugslag plaats doordat de brander te dicht op het smeltbad gehouden wordt. Bij een vlamterugslag schiet de vlam de brander en/of de slang in. In geval van een terugslag is het uiterst belangrijk het volgende in de juiste volgorde doen:
- Zuurstofafsluiter open laten
- Gasafsluiter dichtdraaien
- Brander laten afkoelen alvorens weer aan te steken. (evt brander met geopende zuurstofkraan in emmer water af laten koelen)
- Het knallen van de brander kan een gevolg zijn van oververhitting of vervuiling van het mondstuk.
Vlaminslag en vlamterugslag kunnen een gevolg zijn van een verkeerde instelling van de druk.
Persoonlijke Beschermings Middelen Autogeen Lassen

- Amigo lasbril opklapbaar € 12,86
- Gelaatscherm + hoofdband vanaf € 22,70
- Lashandschoenen € 8,90
- Lasjack € 52,50
- Lasschort € 19,50
- Lasmouw € 24,50
Alle bovenstaande artikelen bij ons te koop. Bestel per mail of telefonisch.
Voordelen & Nadelen autogeen lassen
Voordelen:
- Het toepassingsgebied is breed: Er kunnen veel materialen gelast worden, in vele dikten. Het is met dezelfde apparatuur ook mogelijk om te solderen en te snijbranden.
- De apparatuur is relatief goedkoop. De aanschaf van de acetyleen gasfles is de grootste investering. Voor 10 L Acetyleen gasfles betaalt u € 411,00.
- Er is geen elektriciteit nodig, zodat ook op afgelegen locaties gelast kan worden.
- Er hoeft geen materiaal toegevoegd te worden; het is dus (desgewenst) mogelijk materiaal van het werkstuk zelf aaneen te laten vloeien.
- Het is mogelijk materialen te lassen die elektrische stroom niet of slecht geleiden.
Nadelen:
- Er is een brand- en explosiegevaar, doordat met zeer brandbare gassen gewerkt wordt.
- Autogeen lassen vergt deskundigheid, vooral vanwege brandgevaar en het risico op vlamterugslag.
- Er moet relatief veel warmte toegevoegd worden, doordat veel warmte verloren gaat doordat verbrandingsgassen naar de omgeving stromen.
- Doordat veel warmte niet precies op de las terechtkomt maar in de nabije omgeving, is er een relatief grote kans op vervorming van het werkstuk.
- In een kleine ruimte wordt het vaak snel erg heet, en door het bij de reactie vrijkomende kooldioxide ook benauwd. Dat kan vooral een bezwaar zijn als langdurig achtereen gelast moet worden.
Complete autogeen lasset kopen
Wij bieden verschillende soorten sets. De meest complete set, inclusief laskist bedraagt € 1150,00
Bestaande uit:
- Cilinderwagen
- Zuurstof gasfles 10L (eigendomcilinder) incl. vulling
- Acetyleen gasfles 10L (eigendomcilinder) incl. vulling
- Kist lasset gloor Lilliput
- Gas en zuurstofslang 5 meter
- Vlamdover
- Cilindersleutel
- Lasbril
- Zuurstof drukregelaar
- Acetyleen drukregelaar
Voor andere sets bekijk http://www.veenendaalbv.nl/autogeenlassen-hardsolderen-snijden/
Wij maken ook sets op maat.
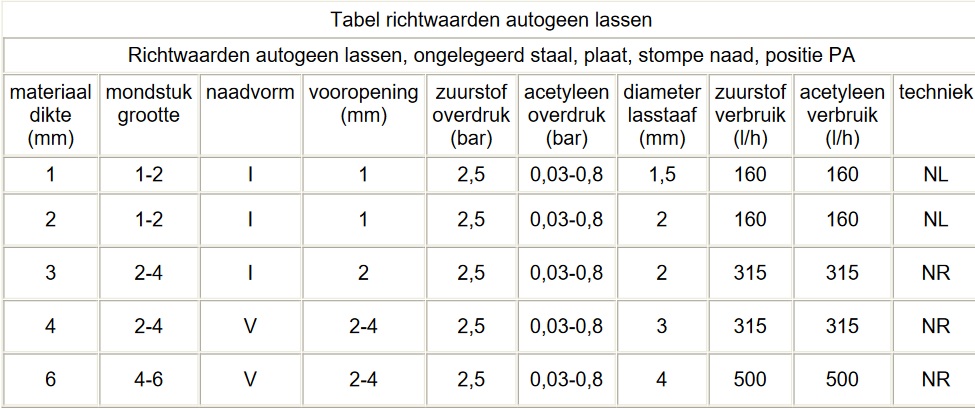
Tabel richtwaarde autogeen lassen
Meer informatie?

Beste hier uw autogeen lasset